

Ko gre za maksimiranje učinkovitosti in življenjske dobe vaših mehanskih sistemov, je izbira verižnih zobnikov izjemnega pomena. Poglobimo se v bistvene vidike materialov, dimenzij, struktur in vzdrževanja, ki bodo vaše poslovanje dvignili na nove višine.
Izbira materialaKo gre za optimizacijo vaših mehanskih sistemov, je izbira materialov verižnih zobnikov ključnega pomena. Želite zagotoviti, da imajo zobje vaših zobnikov zadostno kontaktno utrujenostno trdnost in odpornost proti obrabi. Zato je visokokakovostno ogljikovo jeklo, kot je jeklo 45, pogosto prva izbira. Za kritične aplikacije razmislite o nadgradnji na legirana jekla, kot sta 40Cr ali 35SiMn, za boljšo zmogljivost.
Večina zob zobnikov je toplotno obdelanih, da se doseže površinska trdota od 40 do 60 HRC, kar zagotavlja, da lahko prenesejo obremenitve delovanja. Pomembno je omeniti, da se manjši zobniki pogosteje vklapljajo kot večji in so izpostavljeni večjim udarcem. Zato morajo biti materiali, uporabljeni za majhne zobnike, boljši od materialov, uporabljenih za večje.
Za zobnike, ki morajo prenesti udarne obremenitve, je nizkoogljično jeklo odlična možnost. Po drugi strani pa je lito jeklo idealno za zobnike, ki so izpostavljeni obrabi, vendar niso izpostavljeni močnim udarnim vibracijam. Če vaša uporaba zahteva visoko trdnost in odpornost proti obrabi, je legirano jeklo prava izbira.
Vlaganje v prave materiale za verižne zobnike ne le podaljša njihovo življenjsko dobo, temveč tudi poveča splošno učinkovitost vaših mehanskih sistemov. Ne sklepajte kompromisov pri kakovosti – izberite pametno in opazujte, kako se vaša zmogljivost dvigne!
Ključne dimenzije in strukturne izbire
Razumevanje primarnih dimenzij zobnikov je bistvenega pomena za optimalno delovanje. Ključne dimenzije vključujejo število zob, premer delnega kroga, zunanji premer, premer korena zoba, višino zoba nad delnim poligonom in širino zoba. Delni krog je krog, na katerem leži središče verižnih zatičev, enakomerno deljeno z delnim krogom verige.Kot je prikazano spodaj:
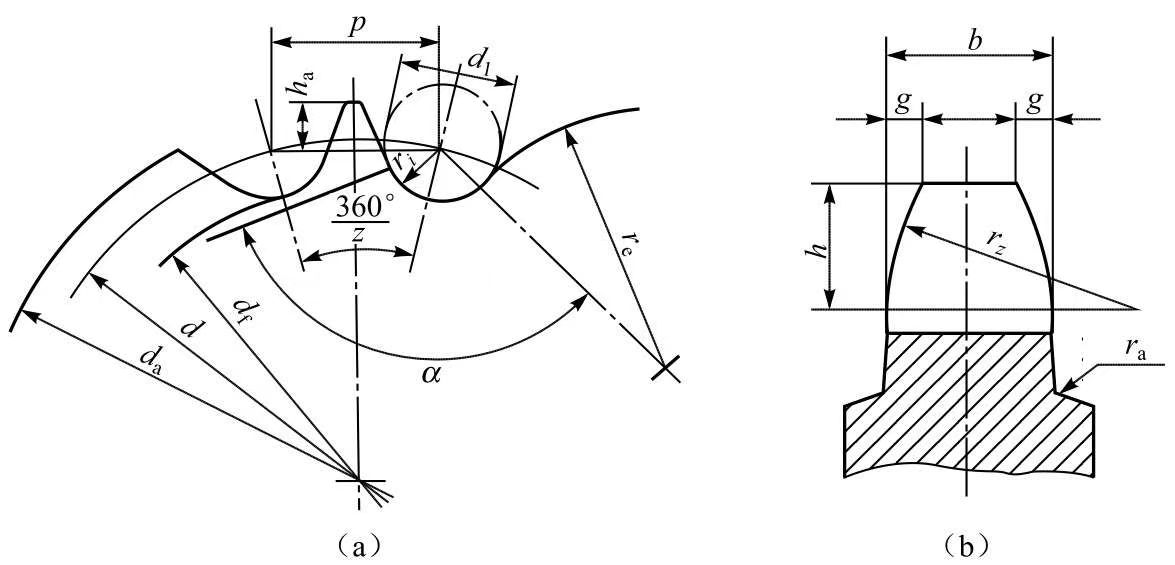
Zobniki so na voljo v različnih strukturnih oblikah, vključno s trdnimi, perforiranimi, varjenimi in sestavljenimi vrstami. Glede na velikost lahko izberete ustrezno strukturo: zobniki majhnega premera so lahko trdni, zobniki srednjega premera pogosto uporabljajo perforirano zasnovo, zobniki velikega premera pa običajno kombinirajo različne materiale za zobni obroč in jedro, povezane z varjenjem ali vijačenjem. Za konkretne primere si oglejte Goodwill's.zobnikkatalogi.
Zasnova zob: Srce učinkovitosti
Število zob na zobniku pomembno vpliva na gladkost prenosa in celotno življenjsko dobo. Ključnega pomena je izbrati ustrezno število zob – ne preveč in ne premalo. Prekomerno število zob lahko skrajša življenjsko dobo verige, premalo pa lahko povzroči neenakomernost in povečane dinamične obremenitve. Za ublažitev teh težav je priporočljivo omejiti minimalno število zob na majhnih zobnikih, ki je običajno nastavljeno na Zmin ≥ 9. Število zob na majhnih zobnikih (Z1) je mogoče izbrati glede na hitrost verige, nato pa lahko število zob na velikem zobniku (Z2) določimo z uporabo prenosnega razmerja (Z2 = iZ). Za enakomerno obrabo mora biti število zob na zobniku na splošno liho.

Optimalna postavitev verižnega pogona
Razporeditev verižnega pogona je prav tako pomembna kot same komponente. Spodaj je prikazana običajna razporeditev verižnega pogona.
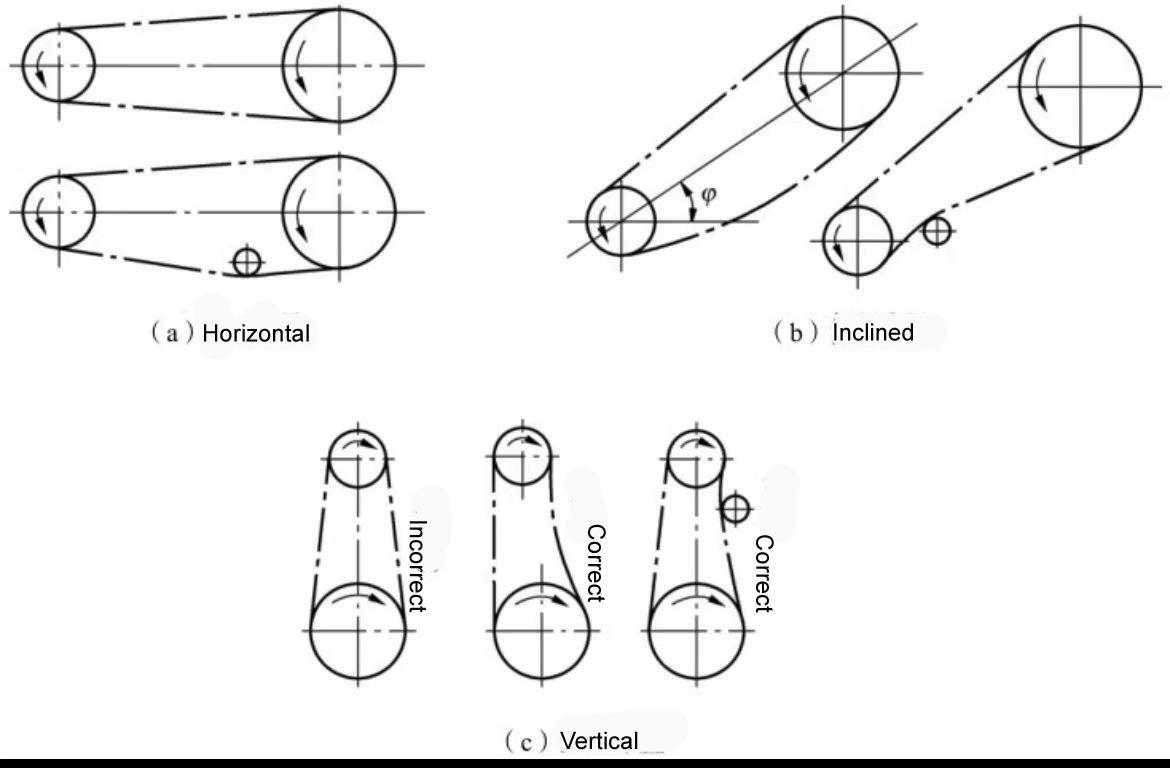
Vodoravna postavitev: Zagotovite, da sta ravnini vrtenja obeh zobnikov poravnani znotraj iste navpične ravnine in da sta njuni osi vzporedni, da preprečite odklop verige in nenormalno obrabo.
Nagnjena postavitev: Kot med središčnicama obeh zobnikov in vodoravno črto naj bo čim manjši, idealno manjši od 45°, da se prepreči slab oprijem spodnjega zobnika.
Navpična postavitev: Izogibajte se kotu 90° med središčnicama obeh zobnikov; namesto tega zgornji in spodnji zobnik rahlo zamaknite na eno stran.
Pozicioniranje verige: Napeto stran verige namestite zgoraj, ohlapno stran pa spodaj, da preprečite prekomerno povešanje, ki bi lahko povzročilo motenje zob verižnika.
Napenjanje za optimalno delovanje
Pravilna napetost verižnega pogona je ključnega pomena za preprečevanje prekomernega povešenja, ki lahko povzroči slabo vpetje in vibracije. Ko kot med osma obeh zobnikov preseže 60°, se običajno uporabi napenjalna naprava.
Obstajajo različni načini napenjanja, najpogostejši pa sta nastavitev sredinske razdalje in uporaba napenjalnih naprav. Če je sredinska razdalja nastavljiva, jo lahko spremenite, da dosežete želeno napetost. Če ni, lahko dodate napenjalno kolo za nastavitev napetosti. To kolo mora biti nameščeno blizu ohlapne strani majhnega zobnika, njegov premer pa mora biti podoben premeru majhnega zobnika.
Pomen mazanja
Mazanje je bistvenega pomena za optimalno delovanje verižnih pogonov, zlasti pri aplikacijah z visoko hitrostjo in velikimi obremenitvami. Pravilno mazanje znatno zmanjša obrabo, ublaži udarce, poveča nosilnost in podaljša življenjsko dobo verige. Zato je ključnega pomena izbrati ustrezno metodo mazanja in vrsto maziva, da se zagotovi učinkovito delovanje.
Metode mazanja:
Redno ročno mazanje: Pri tej metodi se olje nanese na reže med notranjo in zunanjo členkasto ploščo na ohlapni strani verige z oljnico ali čopičem. Priporočljivo je, da se to opravilo izvede enkrat na izmeno. Ta metoda je primerna za nekritične pogone s hitrostmi verige v ≤ 4 m/s.
Mazanje z dovajanjem olja s kapljanjem: Ta sistem ima preprosto zunanje ohišje, kjer se olje kaplja v reže med notranjo in zunanjo členkasto ploščo na ohlapni strani skozi oljno posodo in cev. Pri enovrstnih verigah je hitrost dovajanja olja običajno 5–20 kapljic na minuto, pri čemer se največja vrednost uporablja pri višjih hitrostih. Ta metoda je primerna za pogone s hitrostmi verige v ≤ 10 m/s.
Mazanje v oljni kopeli: Pri tej metodi neprepustno zunanje ohišje omogoča, da veriga prehaja skozi zaprt rezervoar za olje. Paziti je treba, da verige ne potopite pregloboko, saj lahko prekomerno potopitev povzroči znatno izgubo olja zaradi mešanja in lahko povzroči pregrevanje in obrabo olja. Na splošno se priporoča globina potopitve 6–12 mm, zaradi česar je ta metoda primerna za pogone s hitrostmi verige v = 6–12 m/s.
Mazanje z brizgalnim oljem: Ta tehnika uporablja zaprto posodo, kjer brizgalna plošča brizga olje. Olje se nato prek naprave za zbiranje olja na ohišju usmeri v verigo. Globina potopitve brizgalne plošče mora biti 12–15 mm, hitrost brizgalne plošče pa mora presegati 3 m/s, da se zagotovi učinkovito mazanje.
Mazanje pod pritiskom: Pri tej napredni metodi se olje brizga na verigo s pomočjo oljne črpalke, pri čemer je šoba strateško nameščena na mestu, kjer se veriga zaskoči. Krožilno olje ne le maže, temveč zagotavlja tudi hladilni učinek. Dovod olja za vsako šobo je mogoče določiti glede na korak in hitrost verige z upoštevanjem ustreznih priročnikov, zaradi česar je ta metoda primerna za pogone z veliko močjo in hitrostjo verige v ≥ 8 m/s.
Za doseganje optimalne zmogljivosti in učinkovitosti vaših mehanskih sistemov je bistveno razumeti ključne vidike izbire in vzdrževanja verižnega zobnika. Ne prepuščajte uspeha svojih strojev naključju – sprejemajte premišljene odločitve, ki prinašajo trajne rezultate!
Izbira pravih materialov, dimenzij in strategij vzdrževanja je ključnega pomena za zagotavljanje nemotenega in učinkovitega delovanja. Z dajanjem prednosti tem dejavnikom lahko podaljšate življenjsko dobo in zanesljivost svoje opreme.
Če imate kakršna koli vprašanja o zobnikih ali potrebujete strokovno svetovanje, nas prosim kontaktirajte naexport@cd-goodwill.comNaša predana ekipa vam je na voljo za vse vaše potrebe glede zobnikov!
Čas objave: 21. november 2024



